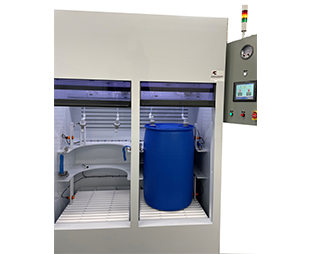
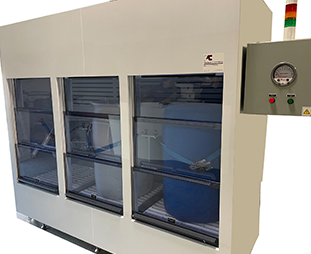
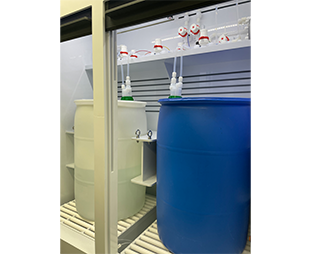
Modutek’s Collection Systems are designed to give you flexibly when chemical collection is required. We offer many sizes and configurations to meet your containment requirements. From 5 gallon carboy units with DOT approved containers to large collection tanks, we support all applications. Our software system monitors and controls your disposal levels to keep your fab in continuous operation. With our collection system design and software interface, there is no down time due to our “fill/empty” control system.
We do not outsource or subcontract our chemical collection manufacturing or software design. All equipment is engineered and manufactured at our San Jose, CA facility. Final acceptance testing at Modutek is always available.