Why Acid Fume Scrubbers are Required for a Safe Work Environment
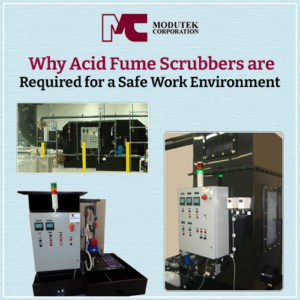
When wet bench processes use acids to clean, strip, and etch silicon wafers, their exhaust air contains acid mist. This air can’t be released into the workspace because it can harm employees and corrode equipment. Acid fume scrubbers remove acid mist from the exhaust air. They neutralize the acid exhaust and deliver clean air that […]
Chemical Handling for Wet Processing Equipment
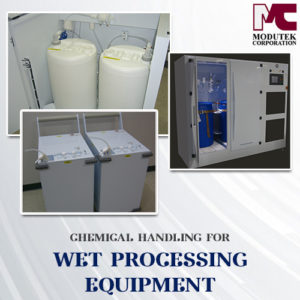
Because wet processing of silicon wafers uses different types of chemicals, semiconductor manufacturing facilities need chemical handling equipment to store, deliver and dispose of the chemicals. A complete chemical handling system takes care of all aspects of chemical use and ensures chemicals are delivered to the process when and where needed. For corrosive, toxic, or […]
How to Select an Acid Neutralization System to Reduce Chemical Disposal
When industrial processes such as semiconductor manufacturing use chemicals, the chemical waste needs to be treated before disposal. Chemical waste treatment can be handled on-site with an acid neutralization system or companies can use outside service providers to pick up the waste and properly dispose of it. Modutek’s acid neutralization systems are designed for easy […]
Designing Chemical Delivery Systems to Meet Facility Requirements

Because semiconductor manufacturing facilities use a variety of chemicals to clean, etch and process silicon wafers, chemical delivery systems are critical for ensuring that operations run smoothly. Chemical handling equipment delivers or collects the required chemicals for the safe disposal of the chemical waste. Effective chemical delivery systems remove concerns about the availability and correct […]
Why Chemical Collection Carts are Needed for Chemical Handling

When high-volume chemical delivery systems are not needed because of small production volumes, chemical collection carts can provide safe chemical handling. Also known as chemical delivery carts or chemical pump carts depending on their role, these chemical carts can safely deliver chemicals to the process and remove them for disposal. Safe handling of aggressive chemicals […]
How On-Site Acid Neutralization Systems Provide Safe Chemical Disposal

When the right acid neutralization system is chosen, it can automatically add the required neutralizing chemicals to acid waste left over after a semiconductor manufacturing process step. Ideally such a system should use the least amount of chemicals while ensuring adequate neutralization of waste to comply with environmental standards. The system has to have enough […]
Using Acid Fume Scrubbers to Maintain a Clean Work Environment
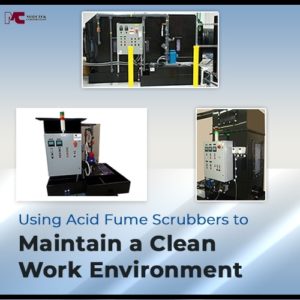
When semiconductor manufacturing process steps include etching or cleaning with acids, the process station exhaust can be harmful. Acid droplets in the discharge air can create health risks for workers and can corrode equipment. Worker safety standards and more stringent environmental regulations may set limits on the permissible acid droplet concentration. To address these issues, […]
How Chemical Carts Provide Safe Handling and Disposal of Chemicals
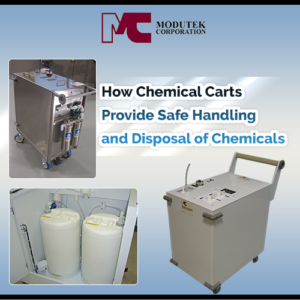
Chemical handling equipment is an important part of a semiconductor manufacturing operation because the aggressive chemicals used in etching and cleaning semiconductor wafers have to be stored, delivered to the process, and disposed of safely. Chemical carts, also referred to as chemical pump carts or chemical collection carts, are a convenient way to remove waste […]
Selecting Chemical Handling Equipment for Solvents and Acids
When chemicals are used in a manufacturing process, chemical handling systems are critical for accurate chemical delivery to the process equipment and the safe disposal of the chemical waste. Effective chemical handling systems are especially important for solvents and acids because of the corrosive nature and the dangers of unsafe handling of these chemicals. Finding […]
Systems That Support Chemical Delivery and Disposal Requirements

When corrosive chemicals are used by manufacturers and research centers, they have to be stored safely, delivered to the process in precise quantities and neutralized prior to disposal. Chemical delivery systems that manage the use and disposal of chemicals have to be designed for high reliability and for compliance with local environmental regulations. Even for chemicals that […]