 Summary: This article explores how acid fume scrubbers contribute to safer, more compliant industrial environments by neutralizing hazardous chemical vapors in chemical, pharmaceutical, and fertilizer production facilities.
Summary: This article explores how acid fume scrubbers contribute to safer, more compliant industrial environments by neutralizing hazardous chemical vapors in chemical, pharmaceutical, and fertilizer production facilities.
Table of Contents
- Introduction
- Managing Acid Fumes: The Industrial Challenge
- How Acid Fume Scrubbers Work
- Industry-Specific Applications
- Addressing Operational Requirements
- Choosing the Right Solution Provider
- Conclusion & Next Steps
1. Introduction
Facility managers deal daily with a hidden yet costly hazard. Airborne acid fumes in chemical manufacturing, pharmaceutical production, and fertilizer industries quietly damage worker health, corrode valuable equipment, and trigger expensive regulatory violations. Left uncontrolled, these corrosive vapors threaten operational efficiency, equipment integrity, and the financial bottom line.
Acid fume scrubbers protect your facility by capturing, neutralizing, and safely disposing of harmful vapors before they spread. The measurable benefits include:
- Lower risk of worker injury and improved health outcomes
- Extended the lifespan of critical equipment by reducing corrosion
- Reduced maintenance costs and downtime related to vapor damage
- Simplified compliance with OSHA and EPA regulations, preventing costly penalties
With over 40 years of specialized industry experience, Modutek designs customized acid fume scrubber solutions for facilities that handle harsh chemical environments. Modutek’s in-house engineers partner directly with facility teams throughout system design, installation, and training, ensuring optimal vapor control, improved safety, long-term efficiency, and clear return on investment.
2. Managing Acid Fumes: The Industrial Challenge
Manufacturing facilities within the chemical, pharmaceutical, and fertilizer industries routinely handle highly corrosive chemicals that generate hazardous vapors, including sulfuric, hydrochloric, nitric, and hydrofluoric acids.
Common sources of acid fumes include:
- Chemical etching and processing areas
- Mixing and reaction vessels
- Storage tank venting units
- Material transfer operations
- Quality control labs
- Waste treatment systems
Acid fumes present a triple threat to your operations:
- Worker Health Risks: Airborne acid vapors cause immediate respiratory irritation and, over time, can lead to severe conditions such as chemical burns, chronic respiratory disease, and occupational asthma.
- Equipment Corrosion: Acid fumes aggressively attack metal surfaces, electrical components, and structural parts, leading to faster equipment degradation, higher maintenance costs, and unplanned downtime.
- Increasing Regulatory Pressure: Facilities without proper vapor control risk hefty OSHA and EPA fines, production shutdowns, and costly litigation.
Ignoring these risks seriously impacts your facility’s efficiency and profitability. Worker compensation claims, higher insurance premiums, frequent equipment replacements, and operational disruptions can quickly erode your budget.
For facility managers, finding practical solutions for acid fume control represents both a compliance requirement and a strategic business imperative.
3. How Acid Fume Scrubbers Work
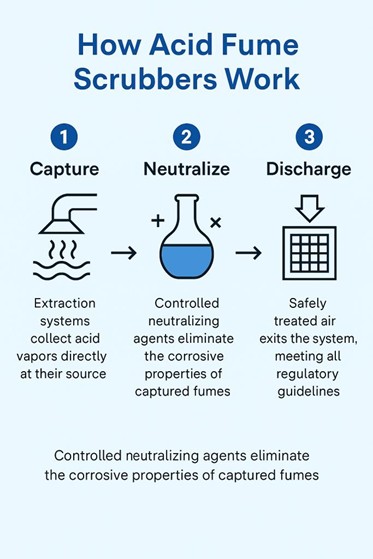
Acid fume scrubbers are specially engineered systems that effectively capture and neutralize harmful vapors. In simple terms, they convert dangerous airborne acids into clean, compliant exhaust through a clear three-step process:
- Capture:Extraction systems collect acid vapors directly at their source.
- Neutralize:Controlled neutralizing agents eliminate the corrosive properties of captured fumes.
- Discharge:Safely treated air exits the system, meeting all regulatory guidelines.
Two primary types of scrubber systems are commonly used based on facility needs:
- Two-Stage Systems: Ideal for moderate concentrations, these systems capture particulates and perform initial vapor neutralization before fully neutralizing and discharging cleaned air.
- Three-Stage Systems: Designed for high concentrations or hazardous acids, adding an extra stage provides enhanced neutralization capacity and greater compliance assurance.
Modern scrubbers also incorporate advanced automation, including:
- Digital pH Monitoring: Real-time tracking ensures optimal neutralization efficiency, minimizing manual oversight and guesswork.
- Automatic Adjustment: Reagent flow rates dynamically adjust to maintain proper chemical balance despite changing conditions.
- Programmable Logic Controllers (PLCs): Provide continuous monitoring, enabling facility managers to identify and resolve anomalies promptly.
These automated features simplify acid-fume management significantly, transforming what could be a complex manual task into a streamlined background process, saving facilities valuable time and ensuring consistently high safety standards.
4. Industry-Specific Applications
4.1 Chemical Manufacturing
Industry Challenges:
Chemical manufacturers face particularly demanding acid fume management requirements. Frequent use of corrosive substances like sulfuric and hydrochloric acid throughout production processes creates persistent vapor hazards. These aggressive chemicals accelerate equipment degradation, increase worker exposure risks, and can trigger serious environmental violations if not adequately controlled.
Benefits of Acid Fume Scrubbers:
Properly designed scrubber systems capture and neutralize corrosive vapors at their source, creating multiple operational advantages. By preventing fumes from spreading throughout the facility, these systems significantly reduce corrosion-related maintenance expenses while extending equipment lifespan. Worker safety improves dramatically as respiratory hazards diminish. Additionally, reliable fume control helps ensure continuous compliance with increasingly strict OSHA and EPA requirements.
Key Features in Modutek’s Fume Scrubbers:
- Fully Automatic Operation: Ensures consistent treatment of acidic waste streams without requiring constant human oversight—vital in high-risk environments where even minor exposure can cause serious harm.
- Microprocessor-Based pH Control: Offers precision that is critical in neutralizing powerful chemical vapors, reducing the risk of under- or over-treatment, which can lead to compliance issues or equipment wear.
- Touchscreen PLCs with Alarm Systems: Provide real-time pH data and immediate alerts for anomalies, allowing quick intervention and minimizing exposure risks for personnel.
4.2 Pharmaceutical Production
Industry Challenges:
Pharmaceutical facilities operate under stringent quality standards. Cleanrooms and R&D environments demand ultra-high air quality, where even trace acid vapors can compromise product purity, invalidate research outcomes, or trigger non-compliance with FDA standards. The stakes are particularly high given the value of pharmaceutical products and research investments.
Benefits of Acid Fume Scrubbers:
Specialized scrubber systems prevent contamination by effectively removing vaporized acids in compound synthesis or lab-scale manufacturing processes. This protection maintains the integrity of controlled environments and ensures consistent product quality while supporting regulatory compliance requirements.
Key Features in Modutek’s Fume Scrubbers:
- Compact Design with Double Containment: Ideal for space-constrained environments where cleanliness and leak prevention are paramount. Double containment adds a layer of safety that meets pharmaceutical facility design standards.
- High-Accuracy pH Sensors: Ensure neutralization processes meet exacting standards, which is essential in validated environments where even minor chemical residue can trigger audits or shutdowns.
- Digital Chart Recorder: Provides continuous documentation for regulatory audits and internal quality assurance—a critical asset in pharmaceutical manufacturing and R&D compliance frameworks.
4.3 Fertilizer Industry
Industry Challenges:
Fertilizer production typically involves handling large volumes of ammonia and acidic byproducts. These processes generate significant vapor concentrations that pose serious worker safety risks and create potential regulatory issues related to air quality and emissions. The scale of production often magnifies these challenges.
Benefits of Acid Fume Scrubbers:
Industrial-grade acid fume scrubbers efficiently remove hazardous fumes from production areas, providing comprehensive protection for workers while helping companies maintain environmental compliance. By controlling emissions at the source, these systems prevent both acute exposure incidents and long-term environmental impact.
Key Features in Modutek’s Fume Scrubbers:
- UV-Rated Outdoor-Ready Systems: Designed to withstand harsh outdoor conditions typical of fertilizer production sites. This ensures reliable operation without degradation due to UV or weather exposure.
- Three-Stage Systems: Tailored for heavy-duty applications involving high concentrations of acidic gases. Multiple stages ensure complete neutralization, supporting worker safety and emission control.
- Dual Metering Pumps per Stage: Deliver precise chemical dosing across high flow rates—critical for large-scale production environments where dosing errors can compromise the entire neutralization process.
5. Addressing Operational Requirements
Effective acid fume control means choosing scrubber systems tailored precisely to your facility’s unique operational needs. Different production volumes, acid concentrations, and facility layouts require specific capabilities. Modutek designs systems with flexible sizing, safety-focused engineering, and automation features specifically targeted to these critical factors.
Flexible System Sizing
Your production size determines the scrubber capacity required. Modutek offers modular system designs ranging from 5 GPM (ideal for labs and smaller applications) up to 500 GPM for large-scale industrial needs. This adaptability ensures:
- Systems precisely match existing production needs.
- Expansion capability as operations grow.
- Reliable performance during peak productivity times.
- Smooth operation during maintenance or equipment transitions.
Safety-Oriented Engineering
Safety is central to Modutek’s scrubber design. Scrubbers are available in single or double containment designs, depending on your safety guidelines and chemical risk profiles. Modutek products also handle indoor and challenging outdoor environments through:
- UV-Resistant Materials: Prevent damage from continued sun exposure.
- Weatherproof Control Enclosures: Extend the lifespan and reliability of critical electronics.
- Temperature-Compensated Components: Sustain high-performance operation in harsh climates.
- Robust Construction: Withstands environmental stress without loss of efficiency.
Reliable, Intelligent Automation
Advanced automation features simplify operation and monitoring. Modutek scrubbers include:
- PLC Controls: Maintain precise scrubber function without hands-on intervention.
- Ethernet Connectivity: Allows remote performance monitoring, reducing onsite workload.
- Automated Alarms: Provide immediate notification of any anomalies or performance deviations.
- Remote Monitoring Capabilities: Enable oversight from anywhere within or outside your facility.
These automation advances transform acid fume management, focusing your team’s time and attention directly on core production tasks instead of system maintenance.
Consistent, Proven Results
Reliable consistency in performance is critical. Modutek ensures this with:
- Optimized chemical dosing for accurate neutralization control.
- Redundant key components to prevent downtime due to a single-point failure.
- Accurate real-time monitoring ensuring regulatory compliance.
- Simplified maintenance procedures designed to minimize downtime.
This proven consistency directly translates into significant operational benefits, including reduced maintenance expenses, continuous regulatory compliance, and improved financial performance.
6. Choosing the Right Solution Provider
Selecting an acid fume scrubber system involves more than evaluating equipment specs alone. The provider’s industry expertise, customization capability, and long-term support are equally crucial, as improper vapor control can lead to costly downtime, regulatory fines, or safety incidents. Facility managers must carefully consider these key factors:
Industry Experience and Expertise
Providers with deep industry-specific knowledge offer important advantages, ensuring:
- Compliance with OSHA, EPA, and FDA industry standards
- Effective handling of your common chemical types and concentrations
- Solutions built to handle your facility’s unique operational processes
With over four decades of serving customers that use chemicals in various manufacturing processes, Modutek’s engineers understand your unique manufacturing requirements and build tailored scrubber systems that meet your specific requirements.
Customization Capabilities
Generic off-the-shelf solutions rarely achieve ideal results. The most effective scrubber systems incorporate customizable elements matching your exact operational demands, including:
- Facility layout and available space
- Production volume and peak capacity needs
- Required integration with existing equipment and infrastructure
- Automation and real-time monitoring preferences
Modutek engineers collaborate closely with you from initial concept through detailed customization and final installation, preventing design compromises and ensuring precise alignment with your operational needs.
Long-Term Support and Reliability
A scrubber system represents a long-term investment. Choose a provider with proven ongoing support to ensure consistent performance and maximize ROI. Evaluate providers based on:
- Timely installation and system commissioning
- Availability of responsive maintenance programs
- Reliable spare parts delivery
- Easy access to expert technical support when needed
- Flexible upgrade options aligned with facility growth and regulatory changes
Modutek prioritizes ongoing partnership, providing comprehensive support from installation through long-term operation. This ensures optimal system performance throughout the scrubber’s lifecycle, protecting your safety, regulatory compliance, and budget.
By closely evaluating these elements alongside technical specifications, facility managers can confidently choose a partner like Modutek, delivering immediate compliance solutions and sustained long-term value.
7. Conclusion & Next Steps
Proper acid fume management offers significant operational advantages for facility managers across chemical manufacturing, pharmaceutical production, and fertilizer industries. Acid fume scrubbers directly contribute to stronger performance and reduced expenses by delivering clear benefits, including:
- Improved Worker Safety by eliminating respiratory hazards and protecting against long-term health impacts.
- Extended Equipment Lifespan by effectively preventing corrosive damage.
- Significantly Reduced Maintenance Costs and minimized unexpected downtime.
- Reliable regulatory compliance, keeping facilities aligned with OSHA and EPA, and strict industry guidelines.
- Greater operational efficiency is achieved through intelligent automation and precise monitoring.
To realize these benefits, the best approach involves selecting the right system provider to align scrubber capabilities with your unique requirements, ranging from acid type and production scale to facility integration.
Modutek’s four decades of experience designing chemical handling equipment have established our reputation for delivering reliable, tailored solutions for customers using chemicals in various manufacturing processes. Our in-house engineering team works directly with customers to ensure each system addresses their unique operational challenges while maximizing safety, efficiency, and ROI.
Our comprehensive approach encompasses:
- Detailed needs assessment and system specification
- Custom design engineering to match your exact requirements
- Professional installation and commissioning
- Operator training and documentation
- Ongoing technical support and service
This end-to-end support delivers not just equipment, but complete solutions that transform acid fume management from an ongoing concern into a reliable background process.
Discover how Modutek’s acid fume scrubbers can support your facility’s safety and compliance goals. Contact us to schedule a free consultation today.